

ФуЕФЮЛжУЃКЪзвГ > аТЮХЖЏЬЌ > ЙцЛЎгыбЁаЭ
 |
| КеПзЪбЖ |
| ЙцЛЎгыбЁаЭ |
| MESзЪбЖ |
| ERPзЪбЖ |
| ЗўЮёгыжЇГж |
| аавЕНтОіЗНАИ |
| - - МвгУЕчЦїаавЕ |
| - - ЕчзгаавЕ |
| - - ЪГЦЗаавЕ |
| - - ЭцОпаавЕ |
| - - ШегУЦЗаавЕ |
| - - гЁЫЂаавЕ |
| - - ЦЄОпаавЕ |
| - - ФЃОпаавЕ |
| - - зЂЫмаавЕ |
| - - LEDаавЕ |
| - - дьжНаавЕ |
| - - жЦвЉаавЕ |
| - - ЕчГиаавЕ |
| - - ЗЇУХаавЕ |
| - - OEMаавЕ |
| - - ODMаавЕ |
| - - МвОпГїЙёаавЕ |
| - - АыЕМЬхаавЕ |
| - - ЛЏЙЄаавЕ |
| - - ЛњаЕаавЕ |
| - - ЩњВњжЦдьаавЕ |
| - - НрОпаавЕ |
| - - OAАьЙЋ |
| - - ВЛатИжжЦдьаавЕ |
| - - ЕчзгЩЬЮёаавЕ |
| - - вЧЦївЧБэаавЕ |
| - - ЛњЦїЩшБИаавЕ |
| - - ЦћГЕжЦдьаавЕ |
| - - ЛьКЯжЦдьаавЕ |
| - - ЗўзАаавЕERPНтОіЗНАИ |
| - - жЧЛлбјРЯаавЕНтОіЗНАИ |
| - - ОтЦЌаавЕНтОіЗНАИ |
| - - НєЙЬМўаавЕMES |
| - - чЌЗьаавЕERP MES |
 |
еыжЏаавЕЕїбаМђвЊ
БОЮФжЛеЊШЁВПЗжЫЕУї
вЕЮёЯжзДгыЕїбадМЖЈ
1ЃЉ ФПЧАЙЋЫОвЕЮёдБXИіЃЌгЩзмОРэжњРэИКд№ШеГЃЙмРэЁЃгаЕМОКЭЭњМОжЎЗжЃЌЯњЪлЖюXXXXЭђвдЩЯЃЛ
2ЃЉ ЯњЪлШЫдБНгЕЅКѓЃЈДђбљЛђЭМжНЃЉДђгЁИјММЪѕШЫдБЃЌММЪѕШЫдБзїГіЪЕбљЃЌШЛКѓвЕЮёдБНЋЪЕбљМФИјПЭЛЇШЗШЯЃЌПЭЛЇШчЙћЮоЗЈШЗШЯЕФдйМФЕНЙњЭтШЗШЯЁЃШЗШЯКУКѓгыПЭЛЇЧЉЖЉКЯЭЌЃЌШЛКѓЯТДяЩњВњЭЈжЊЕЅЕНЩњВњВПУХЩњВњЁЃЯњЪлЖЉЕЅВЛашвЊЩѓКЫЃЌзмОРэЛсЙ§ЮЪЃЌЬиБ№ЪЧДѓЕЅ;
3ЃЉ ЩњВњЭЈжЊЕЅгЩзмОРэжњРэКЭЩњВњВПОРэЩѓКЫ,ЩѓКЫКѓЗНПЩЩњВњЁЃЩњВњВПОРэЩѓКЫжмЦкЁЂдСЯЁЂЭтЗЂЁЂЛњЦїЕШЕШЪЧЗёФмЩњВњЃЌШЛКѓВМжУЩњВњАВХХЃЌзмОРэжњРэЩѓКЫжЛгаИЈСЯЧщПіЪЧЗёЧхГўЁЂдСЯЕФбеЩЋЪЧЗёе§ШЗЁЂНЛЦкЪЧЗёКЯРэЕШ;
4ЃЉ ЙЋЫОВњЦЗЮЊУцЯђЖЉЕЅЩњВњЃЌВЛЛсгаБИМўЩњВњЁЃ
5ЃЉ ЖЉЕЅЯТДяЩњВњКѓЃЌгЩвЕЮёдБИКд№ИњзйЃЌАќРЈВЩЙКЕФЮяСїЧщПіКЭЩњВњНјЖШЧщПіЃЌЕЋЪЧЖЉЕЅдкжДаажаФбвдПижЦЃЌдьГЩНЛЛѕШеЦкФбвдАбПиЃЛ
6ЃЉ ИљОнПЭЛЇвЊЧѓЃЌгаВПЗжПЭЛЇЛсЮЏЭаШ§ЗНРДГЇбщЛѕЃЛ
7ЃЉ ЖЉЕЅЯТДяЩњВњКѓвЛАуВЛЛсГіЯжЪ§СПБфИќЃЌЕЋЪЧМДЪЙБфИќЪ§СПжЛЛсдіМгЃЌВЛЛсМѕЩйЃЌШЁЯћЖЉЕЅЕФЧщПівВЛсгаЃЌЪ§СПКмЩйЃЛ
8ЃЉ ЯњЪлЖЉЕЅЛсГіЯжаоИФНЛЦкЕФЧщПіЃЌвЛАуЖМЪЧЮвЗНдвђдьГЩЕФЃЛ
9ЃЉ ЖЉЕЅГіЯжМгМБЕФЧщПігЩвЕЮёдБгыЩњВњВПОРэЙЕЭЈЃЌЬиБ№ЧщПігЩРЯзмГіУцЃЛПЭЛЇСйЪББфЖЏМгМБЧщПіКмЩйЃЛ
10ЃЉ дкЖЉЕЅЩЯУцвЊЗДгІГіМгМБЁЂвЊЧѓЁЂКѓЕРЙЄађИДдгЕШЧщПіЃЌвдДЫДяЕНГЃЙцЖЉЕЅгыжиЕуЖЉЕЅЧјЗжЃЛ
11ЃЉ бљЦЗЗжаЁЛѕбљКЭДѓЛѕбљЃЌДѓЛѕбљжИЩњВњЙ§ГЬжаГщГіЕФбљЦЗИјПЭЛЇЃЛ
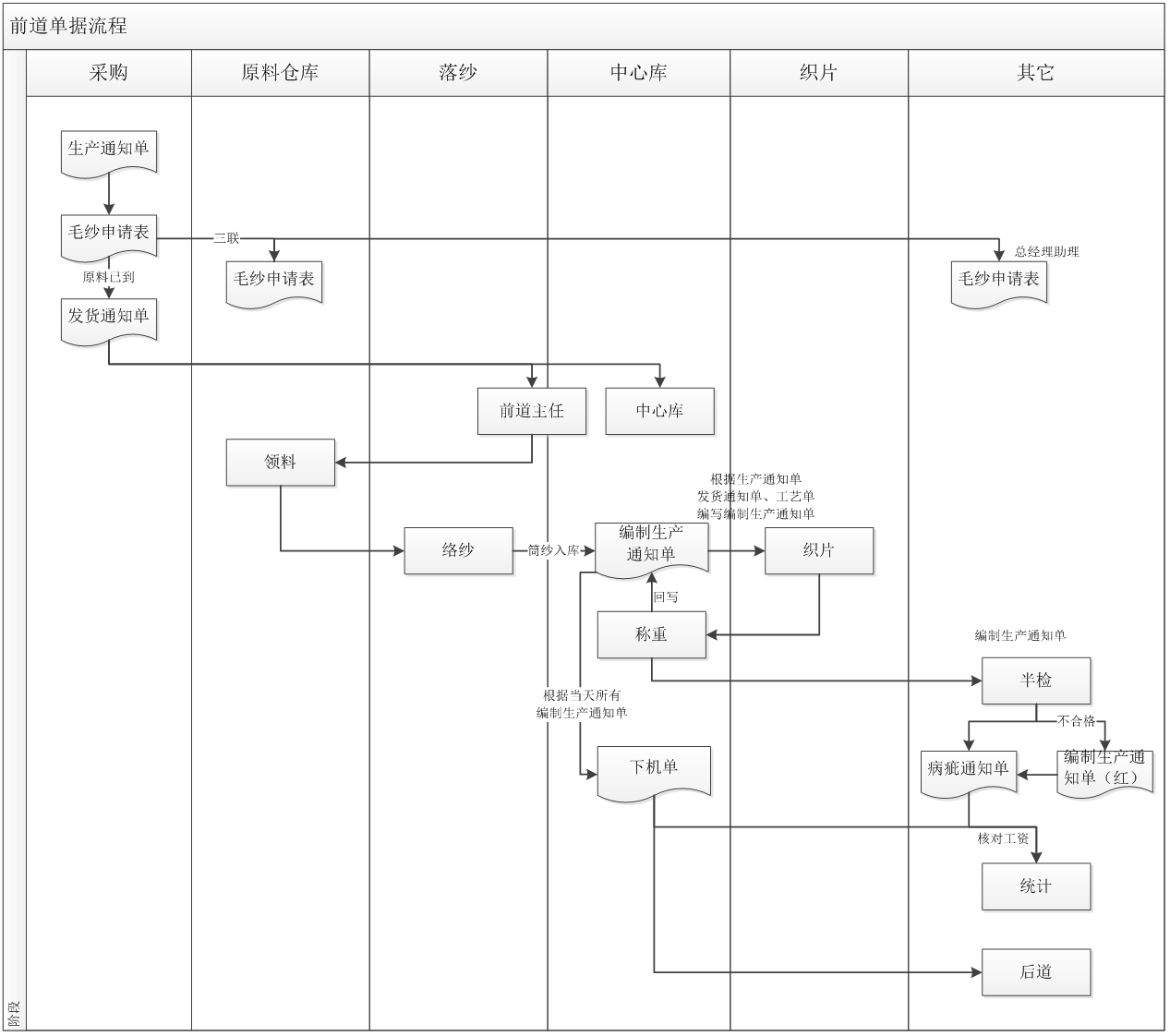
ЯњЪлСїГЬМђЭМ
ЩњВњЙмРэвЕЮёЯжзДгыЕїбадМЖЈ
1) ЩњВњВПОРэИКд№ећИіЩњВњЙ§ГЬЃЌЩњВњВПЯТЩшЧАЕРГЕМфЁЂКѓЕРГЕМфЁЂЕчФдЪвЁЂдСЯВжПтЁЂГЩЦЗВжПтЃЛ
1) ВЩЙКдБВЩЙКАзХпЩДжБНгЗЂЭљШОГЇВжПтЃЌгаашЧѓЪБЭЈжЊШОГЇШОСЯЃЌШОСЯЕФСПЪЧЙЬЖЈЕФЃЌЭЌЪБВЩЙКЕФСПвВвЊПМТЧЫ№КФТЪЃЌШОЭъКѓЗЂЭљЙЋЫОНјдСЯВжПтЃЌШЛКѓТчЩДЃЛЃЈдСЯжИАзХпЩДЃЌВЩЙКдББЈЕНШОГЇКѓЗжЮЊжїЩЋКЭИБЩЋЃЉЃЛ
2) дСЯВЩЙКШЫдБИКд№ШОГЇЕФШОСЯЫГађЃЛ
3) ШОГЇашвЊвЊгааХгУЕШМЖЦРЙРПижЦЃЌжївЊЦРЙРНЛЦкЁЂжЪСПЁЂМлИёЕШЁЃетИіЪЧФПЧАЦѓвЕКЫаФЮЪЬтЃЛ
4) жїЩЋКЭИЈЩЋдкдСЯВжПтжаЪЧУЛгаБИЛѕЕФЃЌЕМОКЭЭњМОвВВЛЛсВЩЙКБИЛѕЃЛ
5) АзХїЩДШОЩЋгыШыПтОљвбЁАНЪЁБЮЊЕЅЮЛЃЌвдДЫЗРжЙШОЩЋКѓЁЂЪЊЖШБфЛЏДјРДЕФжиСПБфЛЏЃЈ1НЪ=0.25KGЃЉЃЛ
6) дСЯВжПтЙмРэЪБжївЊЮяСЯзжЖЮЃКбеЩЋЃЈДѓЩЋЗжРрЃЉЁЂЙцИёЃЈжЇЪ§ЁЂаЭКХЃЉЁЂИзКХЁЂЩЋКХЁЂжиСПЁЂШеЦкЃЛ
7) дквЛФъжаЪЙгУШ§ДЮвдЩЯЕФЖЈЮЊГЃЙцЩЋЃЌжЛгаГЃЙцЩЋдкВжПтжаБИЛѕЃЌвВУЛгаЙЬЖЈЕФЪЙгУСПЃЌвЊЖрЩйгУЖрЩйЁЃГЃЙцЩЋгаЮЈвЛЕФБъзМКХЃЈХЫЭЈCПЈЃЌжИЕФЙњМЪБъзМЃЉЃЛ
8) ДгШОГЇдЫЛиЕФЮяСЯШыПтЪБЃЌЯрЙиШЫдБашвЊжЊЧщЃЈЩњВњВПОРэЁЂдСЯВжЙмЁЂГЕМфжїШЮЁЂИУЯњЪлЖЉЕЅвЕЮёдБЁЂзмОРэЃЉЃЛ
1) ЧАЕРГЕМфЩшгажїШЮЁЂИБжїШЮЁЂдСЯВЩЙКЁЂЭтМгЙЄЁЂЙЄведБЃЛ
2) ДгдСЯВжПтжаЕФНЪЩДдЫЕНТчЩДГЕМфНјааЩњВњЕквЛВНЁАТчЩДЁБЃЈНЪЩДЗЂЭљЭтаЕЅЮЛТчЩДЁЂжЏЦЌЁЃвВгаПЩФмжБНгЗЂЭљЭтаЕЅЮЛЃЌВЛНјдСЯВжПтЃЌЕЋеЪЪЧвЊНјдСЯВжПтЃЉЃЌТчЩДЩњГЩЕФЭВЩДдЫЭљжааФПтГЦжиЃЌШЛКѓЗЂЭљжЏЦЌГЕМфЃЈЛђЗЂЭљЭтажЏЦЌЃЉжЏЦЌЃЌжЏЦЌЭъНјааАыМьЃЌАыМьЭъЗЂЭљКѓЕРЃЛ
3) ТчЩДКЭжЏЦЌЙЄађЭтаЕФИјБ№ШЫзіЕФЭЌЪБЃЌвВгаПЩФмБ№ЕФЕЅЮЛНЋНЪЩДЗЂИјЮвУЧТчЩДКЭжЏЦЌЃЌвВгаПЩФмжБНгЗЂЭВЩДИјЮвУЧжЏЦЌЃЛ
4) ЭВзгЩДВЩЙКЛиРДКѓжЪСПКУВЛашвЊТчЩДЃЌВЛКУашвЊТчЩД
5) ЦфЫќГЇМвТчЩДКУЕФЭтаИјЮвУЧЃЌШЛКѓЮвУЧПЊЪМжЏЦЌЃЌШЛКѓНјааКѓУцЙЄађЃЌШЛКѓЗЂИјЫћУЧ
6) ШОГЇШОСЯКѓжБНгЗЂИјТчЩДГЇМвЃЌШЛКѓдЫЛиЃЌГЦЮЊЭВзгЩД
7) дкАыМьжаЛсВњЩњвЛЖўШ§ЕШЦЗЗЯЦЌЃКвЛЕШЦЗжБНгЗЂЭљКѓЕРЃЛЖўЕШЦЗКЭШ§ЕШЦЗНјаааоВЙШЛКѓдйЗЂЭљКѓЕРЃЛЗЯЦЌНјааВ№ЯпДІРэЃЌВ№ГіЕФЯпФмгУЕФНјдСЯВжПтЃЌВЛФмгУЕФзїЗЯЃЛзїЗЯКѓГЩБОгЩГЕМфЕБЪТЙЄШЫИКд№ЃЛ
8) ЧАЕРГЕМфжїШЮИљОнЩњВњЭЈжЊЕЅКЭЙЄведБЬсЙЉЕФЙЄвеЕЅНЋБраДБржЦЩњВњЭЈжЊЕЅЯТДяЕНБржЦГЕМфЯрЙиШЫдБЩњВњЃЛ
9) ЧАЕРГЕМфжїШЮдйНЋБржЦЩњВњЭЈжЊЕЅНЛИјЭГМЦдБЃЌЭъКѓЭГМЦдБИјЧАЕРГЕМфжїШЮЭГМЦБЈБэЃЛ
10) ЧАЕРКѓЕРУЛгаЙЬЖЈЕФМгЙЄЪБМфЃЌећИіЖЉЕЅМЦЛЎАВХХжажЛвЊШОЩЋЪБМфШЗЖЈКУЃЌЧАЕРЕФЩњВњЪБМфОЭФмМЦЛЎКУЃЛ
11) жааФПтИКд№ШЫПижЦБржЦЙЄвеЃЛ
12) ЙЄведБдкЩшМЦЕФЪБКђЩшМЦКУааЪ§ЃЌдкЙЄвеЕЅЩЯЬхЯжГіРДЃЌШЛКѓЭЈЙ§ЙЄвеЕЅМЦЫуГіЩњВњЪБМфЃЈДѓЛњЦїАДааЪ§МЦЫуЃЌвЛЬЈЛњЦї12аЁЪБдЫзЊЮхЧЇЕНСљЧЇааЃЛаЁЛњЦїИљОнбљЦЗМЦЫуЪБМфЃЉЃЛ
13) БржЏГЕМфЩњВњЙ§ГЬжаЪЧгаЗЯЦЌВњЩњЃЌЗЯЦЌТЪЕФЖрЩйгыЛњЦїЁЂВйзїЙЄЖМгажБНгЙиСЊЕФЁЃФПЧАЗЯЦЌТЪЪЧАДЬьЭГМЦЕФЃЌЙЋЫОЙцЖЈЫ№КФТЪЪЧАйЗжжЎЫФЕНАйЗжжЎСљжЎМфЃЌвЛАуЦНОљЪЕМЪЕФЗЯЦЌТЪдкАйЗжжЎЦпЕНАйЗжжЎАЫжЎМф
14) жЏЦЌГЕМфдкШЫСІЁЂЮяСЯЁЂЪБМфЕШВЛГфзуЕФЧщПіЯТЭтажЏЦЌЃЌжЏЦЌЭъКѓдЫЛиЙЋЫОжБНгЗЂЭљКѓЕРГЕМфЃЛ
15) БржЏГЕМфЩњВњЭЈжЊЕЅгаРЖКьЧјЗжЃЌАыМьЪБВњЩњЕФЗЯЦЌгЩзЈШЫПЊКьЕЅЃЌШЛКѓгыРЖЕЅЖдГхЃЛ
16) жЏЦЌГЕМфХдБпЕФАыМьЁЂаоВЙЪєгкКѓЕРЃЌВ№ЗЯЦЌЪєгкЧАЕРЁЃАыМьОЭЪєгкЧАЕРКЭКѓЕРЕФНЛНгЪжајСЫЃЛ
17) жЏЦЌЭтаЛиРДКѓЕФАыГЩЦЗФПЧАУЛгадкЙЋЫОФкВПАыМьЃЌШЛКѓдЫЭљКѓЕРЃЛ
18) ТчЩДГЕМфдкдСЯВжПтжаСьдСЯЪЧгЩТчЩДГЕМфИљОнЩњВњЭЈжЊЕЅПЊЕЅОнИјдСЯВжПтШЛКѓСьСЯЁЃЯЃЭћЪЧгЩдСЯВжПтИљОнЩњВњЭЈжЊЕЅЯђСьСЯШЫПЊЕЅОнЃЛ
19) ТчЩДГЕМфЯђдСЯВжПтСьСЯжївЊгУЕФзжЖЮгаИзКХЁЂЩЋКХЃЌТчЩДГЕМфЯђжааФПтЗЂЭВЩДжївЊгУЕФЕЅЮЛЪЧИзКХЃЌжааФПтЯђжЏЦЌГЕМфЗЂСЯжївЊгУЕНЕФЕЅЮЛгаЩњВњЕЅКХЁЂЛњКХЁЂЛѕКХЁЂИзКХЃЛ
1) КѓЕРГЕМфЩшгажїШЮЁЂИБжїШЮЁЂИЈСЯВЩЙКЃЈжїШЮИКд№ЃЉЁЂЭтМгЙЄЁЂЙЄведБЃЛ
2) ЧАЙЄНЋжЏЦЌЗЂЭљКѓЙЄЃЌНјааЕквЛЕРЙЄађВУМєЃЌВУМєЭъКѓЗЂЭљЃЈШЗШЯЪЧЗёашвЊахЛЈЃЉЭтаГЇЩЬахЛЈЃЌахЛЈЭъдЫЛиЙЋЫОНјааЬзПкЁЊЁЊЦНГЕЁЊЁЊАќЗьЁЊЁЊећЬЬЁЊЁЊАќЗьЁЊЁЊЦНГЕЕШЙЄађЃЌЦНГЕЭъКѓНјааГЩЦЗМьбщКѓАќзАЃЌМьбщЭъШыКѓЕРЪеЗЂПтЛђжБНгЗЂЛѕЃЛ
3) КѓЕРЪеЗЂПтЕФЪ§ФПеЫВОЙвдкГЩЦЗПтЯТЃЛ
4) ЧАЙЄЭЈЙ§вЛХњвЛХњзЊИјКѓЕРЃЌзЊНгЕФЙ§ГЬжаФПЧАУЛгае§ЪНЕФЧхЕуГЬађЃЌжЛгаеЫУцНЛНгЃЛ
5) ЕНСЫКѓЕРЙЄађЃЌЪЧЗёМгМБЩњВњЁЂЪЧЗёЭтаЕШгЩКѓЙЄжїШЮЖЈЃЛ
6) КѓЕРИЈСЯЕФЪ§ОнЪЧЯњЪлИјЕФЩњВњМЦЛЎЕЅЖЈЃЛ
7) ЭтаахЛЈжЛЪЧАбВУМєКУЕФжЏЦЌЗЂИјахЛЈГЇЩЬЃЌахЛЈгУЕНЕФИЈСЯЮвУЧИКд№ИКд№ЃЌЯпгЩЭтаЩЬИКд№ЃЛ
8) КѓЕРЕФЙЄведБЩшМЦКУКѓЕРЕФГпДчЯИНкЁЂахЛЈЁЂгЁЛЈЁЂащЭЗЕШЕШЃЛ
9) КѓЕРММЪѕШЫдБИКд№ИњЕЅжЪСПЁЂГіЛѕЃЛ
10) ВйзїЙЄздМКМЧМўЃЌЕНдТЕззїЪ§ОнЭГМЦЃЛ
11) ЭтагЁЛЈжївЊГіЯжЕФжЪСПЮЪЬтдкгЁЛЈЭсСЫЁЂВЛЧхГўЁЂЩйСЫЛЈЁЂЪ§СПЁЂауЛЕЕФЕШЃЛ
12) дкАќзАЧАгаИіГЩЦЗМьбщЃЌМьбщВЛКЯИёЕФвЛжжЭЫИјЧАвЛЕРЙЄађЃЌвЛжжБЈЗЯЃЛ
13) ИЈСЯжаЭЗПЈЪЧПЭЛЇевЕФМгЙЄГЇЃЌЙЋЫОИКд№ИЖПюЃЛ
14) КѓЙЄдкШЫСІЁЂЮяСЯЁЂЪБМфЕШВЛГфзуЕФЧщПіЯТашЭтаМгЙЄЃЌМгЙЄЭъКѓдЫЛиЙЋЫОжБНгЗЂИјПЭЛЇЁЃШчЙћгаЕкШ§ЗНВщЛѕОЭашвЊАбЛѕЮяРЛиРДЃЌВщЛѕКѓдйЗЂЭљПЭЛЇЃЌШчЙћВЛашвЊВщЛѕОЭжБНгЗЂЭљПЭЛЇЃЛ
15) ЧАЕРСїзЊЕНКѓЕРЙЄађКѓФмЛљБОЕФХХГіДѓИХЕФКѓЕРМЦЛЎНјЖШЃЛ
16) ФПЧАЕФКѓЕРИЈСЯВЩЙКгЩКѓЕРГЕМфжїШЮИКд№ЃЛ
17) КѓЕРХХКУМЦЛЎЩњВњЃЌШчГіЯжНЛЦкБфИќашМАЪБЬсабЃЛ
18) ВжПтИљОнЗЂЛѕЭЈжЊЕЅКЭНјВжЕЅЗЂЛѕЃЛ
19) ЖЉЕЅЕФНјВжЕЅвЕЮёдБашЬсдчЭЈжЊЃЛ
1) ЩњВњЙ§ГЬжаЕЅОнвбЪжЙЄЕЅОнДЋЕнЗНЪН
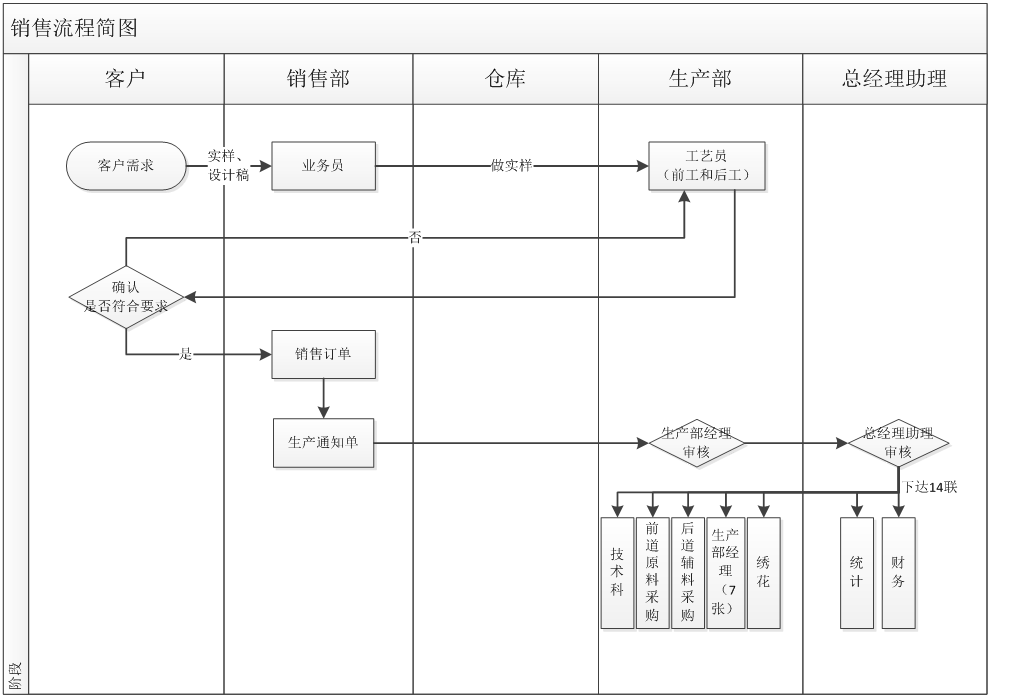
2) вЕЮёдБЯТДяЕФЩњВњЭЈжЊзмЙВ14ЗнЃЌЗжЗЂИјЧАММЪѕдБЁЂЧАЙЄжїЩДВЩЙКЁЂКѓЙЄИЈЩДВЩЙКЁЂзмОРэжњРэЁЂВЦЮёЁЂЭГМЦЕШ7ЗнЃЌСэЭт7ЗнИјЩњВњВПОРэЃЈЗжЗЂЧАЕРГЕМфжїШЮЁЂЧАЕРЭтМгЙЄЁЂКѓЕРГЕМфжїШЮ2ЁЂКѓЕРЙЄведБЁЂКѓЕРЭтМгЙЄЁЂЩњВњВПОРэЃЉЃЛ
3) дСЯВЩЙКБраДУЋЩДЩъЧыБэЃЈУЋЩДЩъЧыЩЯУЛгаИзКХЃЌЬюЕФЗЂЛѕЭЈжЊЕЅЩЯЪЧгаИзКХЕФЁЃгаПЩФмЭЌвЛИібеЩЋИзКХВЛвЛбљЃЉЃКдСЯВЩЙКЁЂдСЯВжПтЁЂзмОРэжњРэШ§ЗнЃЌдСЯВЩЙКИљОнУЋЩДЩъЧыБэаДЗЂЛѕЭЈжЊЕЅИјЧАЕРжїШЮКЭжааФПтЃЈИљОнбљЩДаДЕФЗЂЛѕЭЈжЊЕЅжЛИјдСЯВжПтЃЌШЛКѓЫЭИјТчЩДЃЌТчЩДКУКѓгаЕФЪЧвЕЮёдБШЅФУИјЙЄведБжЏЦЌЃЌгаЕФЪЧЙЄведБФУШЅжЏЦЌЃЉЃЌЧАЕРГЕМфжїШЮЦДЗЂЛѕЭЈжЊЕЅЕНдСЯВжПтСьСЯЃЌжааФПтЦДЗЂЛѕЭЈжЊЕЅБраДБржЦЩњВњЭЈжЊЕЅКЭЯТЛњЕЅАВХХЩњВњ
4) ВњЦЗдкЭМАИВЛБфЃЌбеЩЋЩЋЩЯБфЛЏаЁЃЌЙцИёДѓаЁБфЛЏЖр
5) ЩњВњГЕМфЭЈЙ§УПЬьЕФБЈБэСЫНтГЕМфЕФВњФмЃЌШЛКѓЭЈЙ§дТБЈБэСЫНтЕБдТЕФГЕМфВњжЕЃЈСНеХБЈБэЃЉЃЛ
6) ЩњВњЭЈжЊЕЅжаЁАПЫжиЁБжИЕЅМўЕФГЩЦЗжиСПЁЃЃЈПЫжи*Ъ§СП*Ы№КФТЪ=РэТлгУЩДСП ШЗШЯбљВ№ГЩИїжжбеЩЋЕФЩД*Ъ§СП=ИїжжбеЩЋдЩДЪЕМЪгУЩДСПЃЉЃЛ
7) УЋЩДЩъЧыБэ=ЩъЧыжїЩДЁЂИЈЩДЃЛ ЮязЪЩъЧыБэ=ЩъЧыИЈСЯЃЈгаПЩФмКѓЦкВХФмШЗЖЈЃЉЃЛ
8) ВЩЙКЛиРДЕФЮязЪгажЪСПЮЪЬтЕФжБНгПлПюЃЌВЛЛсЭЫЛѕЃЛ
9) ЩњВњЙ§ГЬжаЕФЙЄвеЪЧашвЊаоИФЕФЃЛ
10) УПИіЮяСЯгаАВШЋЪЙгУЦкЃЌвЛАуЪБМфГЄЃЌУЛгаЙЬЖЈЕФгааЇЦкЃЛ
11) дкзіГЩБОКЫЫуЕФЪБКђБиаыАбЮВСЯПМТЧНјШЅЃЛ
12) ЮяСЯЕФИзКХФмЙЛЖдгІЩЋКХЃЌЭЌбљЕФИзКХвВгаЩЋВюЃЛ
13) ЙЋЫОжївЊЩњВњЮЇНэЃЌЦфЫќЕФВњЦЗКмЩйзіЃЌЛљБОЖМИјЭтаЩЬзіЁЃИјЭтаЩЬЕФЭЌЪБЮвУЧЬсЙЉжЏЦЌКЭИЈСЯЃЛ
14) СьСЯЪЧАДШЫСьСЯЃЌдкСьСЯЪБЭЈЙ§ЛњЦїМЦЫуСьЖрЩйЃЌУПИіШЫПижЦЕФЛњЦїЪ§СПВЛвЛЃЛ
15) ЧАЙЄЕНКѓЙЄУЛгае§ЪНЕФНЛНгГЬађЃЌжЛЪЧеЫУцЩЯЕФНЛНгЃЛ
16) ЖЉЕЅЩњВњЪБЁАЪзМўЗтбљЁБ ашЕУЕНЙЄведБЁЂЧАЕРЕБАрГЄЁЂГЕМфжїШЮМьВщЧЉКЫЃЛ
17) вЕЮёдБСьгУбљЩДКѓзюКУбљЦЗКѓЃЌУЛгаЙщЛЙбљЩДЃЌШЛКѓЗХдкСЫЧАЕРЙЄвеАьЙЋЪвЃЌжЛФмЙЄведБздМКЛЙЃЛ
18) КѓЕРгаГіЯжАяБ№ЕФГЇМвАќзАЁЂЗЂЛѕЕФЧщПі
19) ЭтаЙ§РДЕФжЏЦЌЛђздМКГЕМфЩњВњЕФжЏЦЌЃЌУЛгаЖдЯрЖдгІЕФдЩДНшгУЕФЧщПі
20) ЯЕЭГЯЃЭћЕФЕЅОндДЭЗДгЯњЪлЖЉЕЅПЊЪМ
21) бљЦЗЖЉЕЅгыДѓЛѕЖЉЕЅЧјЗжПЊРДЃЌбљЦЗЖЉЕЅжЛвЊзіЕНзМШЗЁЂМђЕЅЁЂПьНнЕШОЭПЩвд
22) ВЩЙКжЎЫљвдЬюаДЗЂЛѕЭЈжЊЕЅЪЧгЩгкУЋЩДЩъЧыЕЅЩЯУЛгаИзКХетИізжЖЮ
23) ПЭЛЇМФЙ§РДЕФбљЦЗЛђЩшМЦИхЕФЭЌЪБЪЧЮоЗЈШЗЖЈЖЉЕЅЪ§СПЃЌжЛЛсЪЧЩйВПЗжЕФПЭЛЇФмЙЛШЗШЯЖЉЕЅЕФЪ§СПЃЛ
24) УПИіЖЉЕЅзібљЦЗЕФЭЌЪБЖМЛсЖрзіСНЬѕбљЦЗЃЌвЛЬѕгЩдСЯВЩЙКВ№ЯпЃЌСэвЛЬѕвЕЮёдБздМКДцЕЕЃЛ
25) бљЦЗМФИјПЭЛЇКѓЃЌОѕЕУжЪСПЕШвђЫиВЛЭЌвтЃЌгаПЩФмШЁЯћЖЉЕЅЁЃФЧУДбљЦЗОЭашвЊзїЗЯЃЌШЛКѓШыЮВСЯВжПтЃЛ
26) ЯњЪлЖЉЕЅЩњГЩВЛашвЊЩѓКЫЃЌЕЋЪЧ80%ЕФЖЉЕЅЛсгыЩњВњВПОРэЛђзмОРэШЗШЯЃЛ
27) ЩњВњЭЈжЊЕЅЩцМАЕНЙЋЫОЛњУмЕШвђЫиЃЌЩњГЩКѓЛсга19еХЗжЗЂЯрЙиИкЮЛЃЌетИіЪ§СПЛљБОЪЧЙЬЖЈЕФЃЌВЛЙ§ЬиЪтЧщПіЛсеХЪ§ЕїећЃЛ
28) дСЯВЩЙКаДЕФУЋЩДЩъЧыЕЅБиаыгЩЩњВњВПОРэЧЉзжШЗШЯКѓВХФмВЩЙКЁЃВЩЙКЕФдСЯвЛАуЪЧЭГвЛВЩЙКЃЌЕЋВЛвЛЖЈЛсЭГвЛЛиРДЁЃИіБ№ЧщПіЃЌЩњВњВПОРэБраДЙЄзїСЊЯЕЕЅЃЌЖдИДдгЙЄвеЕФЬсЧАВЩЙКЃЌШЛКѓдйВЩЙКЦфЫќЯргІЕФдСЯЃЛ
29) ећЕЅЭтаМгЙЄЮвУЧздМКЛсШЅбщЛѕЃЈЩњВњВПОРэЛђЙЄведБЃЉЃЌУЛгаЕЅОнСїзЊЃЌЕЋЛсгаеЫВОШыПтЃЛ
30) ЭтаЗжСНжжЃЌвЛжжЪЧЖЉЕЅЭтаЃЌвЛжжЪЧЙЄађЭтаЁЃЖЉЕЅЭтаЪЧВЛашвЊДјдСЯЕФЃЌЙЄађЭтаашвЊДјСЯЃЛ
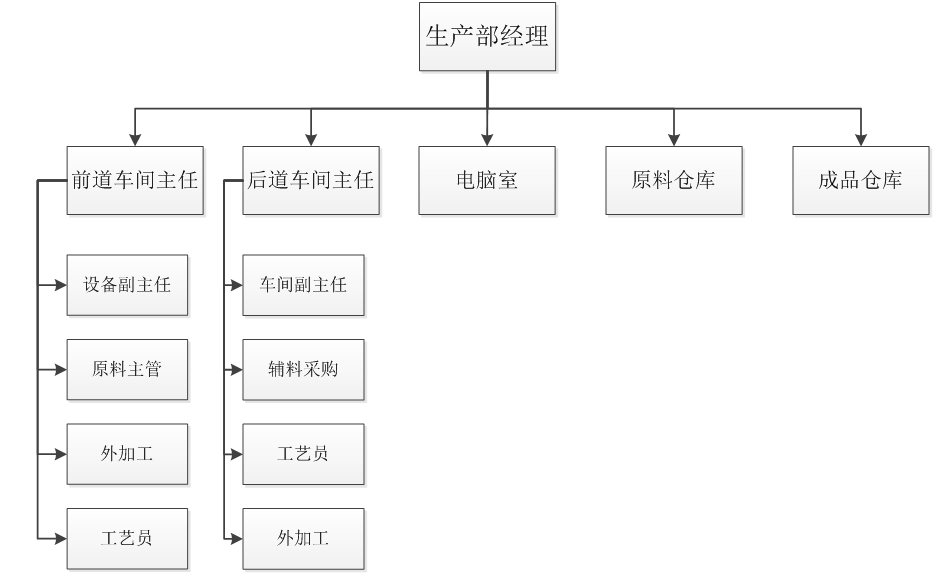
31) МЦМўМгЙЄЗжЖрРрЃЌСЯЪЧгЩЮвУЧздМКИКд№ЁЃ БШШчУБзгЃЌжЏЦЌЪЧaГЇМвзіЃЌУЋЧђЪЧbГЇМвзіЃЌcГЇМвЦНГЕЃЌШЛКѓдЫЛиГЩМьАќзАЁЃетИіЙ§ГЬСЯЪЧЮвУЧИКд№ЃЛ
32) ВЛЭЌЕФЖЉЕЅЭЌбеЩЋЛсГіЯжЯрЛЅНшгУЕФЧщПіЃЌдкНшгУЕФЙ§ГЬжаГ§СЫГЃЙцЩЋЃЌЦфЫќбеЩЋвВЛсНшгУЁЃБШШчaЁЂbСНИіЩњВњЭЈжЊЕЅЃЌaЩњВњЭЈжЊЕЅЕФдСЯВЩЙКЛиРДКѓЛЙЮДЩњВњЃЌЕЋЪЧbЩњВњЭЈжЊЕЅМгМБЖјдСЯгЩЮДЕНЃЌФЧУДОУНЋaЩњВњЭЈжЊЕЅЕФдСЯНшгУЙ§РДЩњВњЁЃЭЌЪБaзМБИЩњВњСЫЛсЗЂЯждСЯУїУїЕНСЫЃЌВжПтШДУЛгаЕФЯжЯѓЃЛ
33) жааФПтИљОнЩњВњЭЈжЊЕЅЁЂЗЂЛѕЭЈжЊЕЅЁЂЙЄвеЕЅБраДБржЦЩњВњЭЈжЊЕЅЃЈжааФПтЁЂАыМьЃЉЃЌШЛКѓФУБржЦЩњВњЭЈжЊЕЅДгжааФПтЗЂЭВЩДЕНжЏЦЌГЕМфЃЌжЏЦЌГЕМфЕФВйзїЙЄИљОнжЏЦЌжиСПЛиаДБржЦЩњВњЭЈжЊЕЅЃЌШЛКѓВйзїЙЄНЋжЏКУЕФЦЌКЭБржЦЩњВњЭЈжЊЕЅНЛИјжааФПтГЦжиЃЌдкжааФПтГЦжиЭъКѓдйНЋжЏЦЌКЭБржЦЩњВњЭЈжЊЕЅНЛИјАыМьЃЌЖдВЛКЯИёЕФаДБржЦЩњВњЭЈжЊЕЅКьЕЅЃЌШЛКѓдйЭГвЛаДВЁДУЭЈжЊЕЅЁЃВЁДУЭЈжЊЕЅШ§ЗнЃЌвЛАыМьЃЌЖўЭГМЦЃЌШ§ЧАЕРЃЈжїШЮЛђАрГЄЃЉЃЛ
1) жааФПтИљОнЕБЬьЫљгаЕФБржЦЩњВњЭЈжЊЕЅаДвЛеХБржЏЯТЛњЕЅЃЌЙВШ§ЗнНЛИјЭГМЦЁЂжааФПтЁЂКѓЕРИБжїШЮЃЌЭГМЦЛсИљОнБржЏЯТЛњЕЅгыВЁДУЭЈжЊЕЅКЫЖдЪ§ОнЃЌМЦЫуВйзїЙЄЙЄзЪЃЛ
2) АыМьКѓЛсГіЯжвЛЖўШ§ЕШЦЗКЭЗЯЦЌЃЌеыЖдЗЯЦЌжЪМьШЫдБПЊГіБржЦЩњВњЭЈжЊЕЅКьЕЅЃЌШЛКѓгУРДЖдГхЃЛ
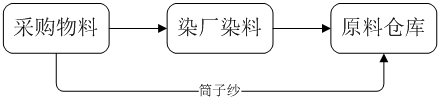
3) бљЦЗЗжЩшМЦбљЁЂВњЧАбљЁЂДѓЛѕбљЁЂШЋбљЁЂЙЄађбљЁЂpoбљЕШЕШЁЃЩшМЦбљКЭВњЧАбљЪЧБиаызіЕНЯЕЭГжаЕФЃЌЦфЫќбљЦЗВЛашвЊПМТЧЃЛ
4) ВњЧАбљЪЧдкЫљгаЕФдСЯВЩЙКЛиРДКѓдкПЊЪМЩњВњЧАзіЕФШ§ЬѕбљЦЗЃЌЮоТлПЭЛЇЪЧЗёашвЊЖМЛсзіЃЌШчЙћПЭЛЇашвЊОЭНЋбљЦЗМФИјПЭЛЇШЗШЯЃЈВњЧАбљгаПЩФмЛсдкВњЧАвЊЁЂВњКѓвЊЛђВЛвЊЃЉЃЌМФИјПЭЛЇШЗШЯЛсГіЯжШЁЯћЖЉЕЅЕФЧщПіЁЃШЁЯћЖЉЕЅКѓЫљгаЕФдСЯгаСНжжДІРэЗНЪНЃЌвЛжжЗХдкдСЯВжПтЃЌашвЊгУЪБгУЕєЃЌСэЭтвЛжжЪЧдЫЕНШОГЇШОГЩЩюбеЩЋЃЈБШШчКкЩЋЃЉЁЃвВгавЛжжПЩФмЪЧЛѕЮяШЋВПЩњВњЭъГЩД§ЗЂЛѕЃЌетЪБПЭЛЇашвЊбљЦЗШЗШЯЃЌДЫЪБвВгаПЩФмЛсШЁЯћЖЉЕЅЃЌжЛЪЧвЛжБУЛГіЯжЙ§етжжЧщПіЃЌЕЋЪЧЯЕЭГжавЊПМТЧНјШЅЁЃПЭЛЇВЛашвЊЕФВњЧАбљДІРэЗНЪНЗжЮЊСНжжЃЌвЛжжШыЮВСЯПтЃЌвЛжжЪЧКЭДѓЛѕвЛЦ№ЗЂГіШЅЃЛ
5) ЯњЪлЖЉЕЅЕФДѓЛѕгыбљЦЗЕФЪ§СПЪЧвЊЧјЗжПЊРДЕФЃЌбљЦЗЪЧВЛашвЊЧЎЕФЃЌЕЋЪЧвЊЫуШчГЩБОЃЛ
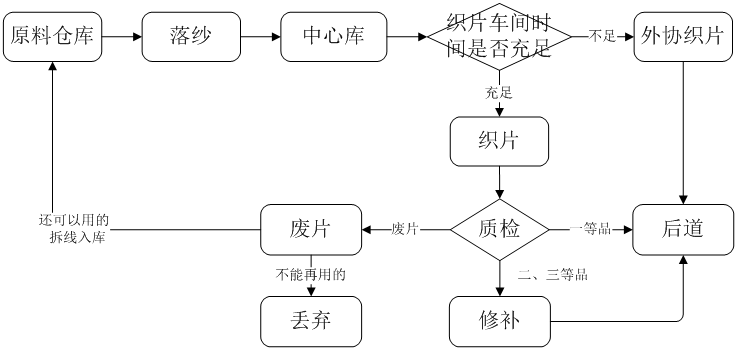
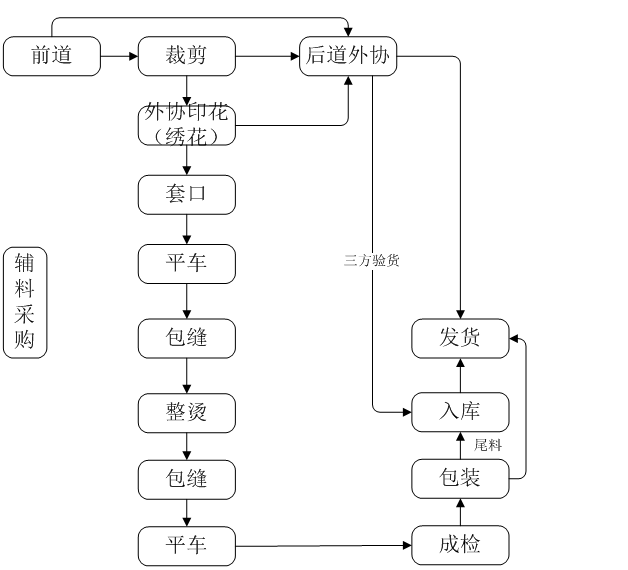
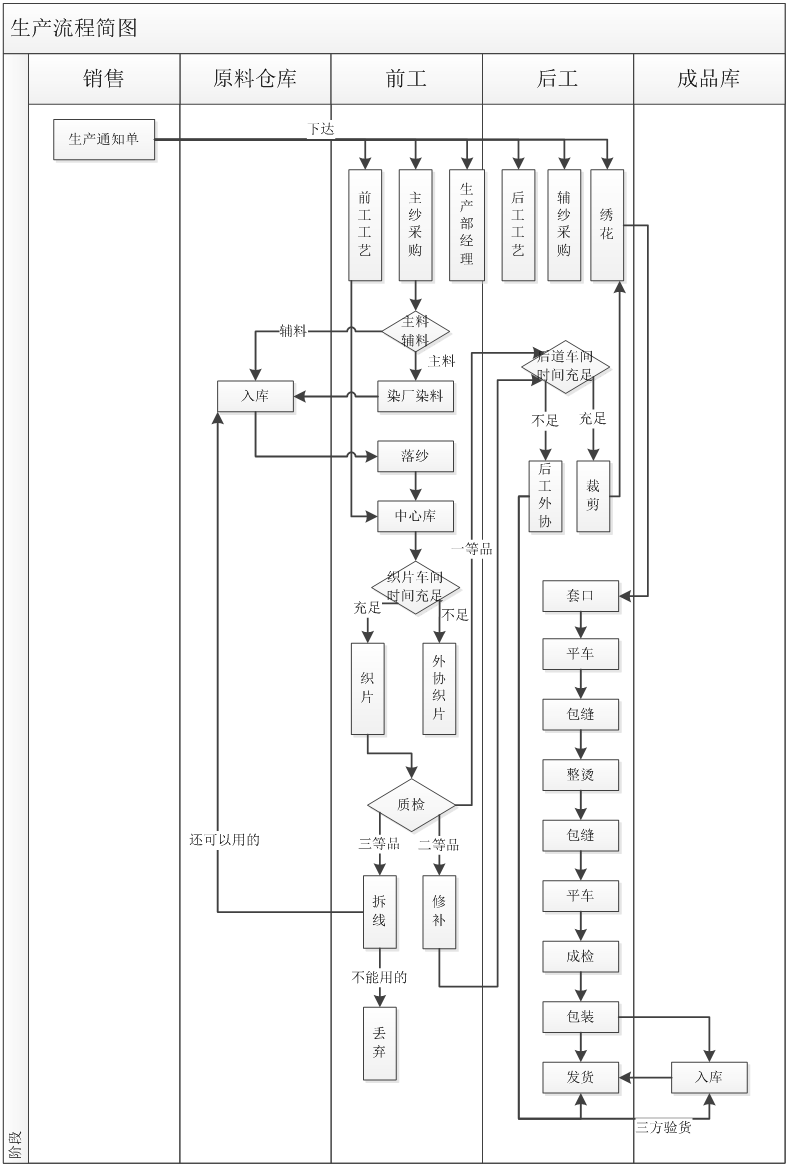
ЩњВњСїГЬМђЭМ
ЯжааЮЪЬтЕу
1) дСЯВжПтЙмРэЃЌОГЃГіЯжФкВПШЫдБдкСьгУЁЂЙщЛЙЩДЯпЪБУЛгаЭЈжЊВжЙмдБЃЛ
2) дСЯВжПтЙмРэЃЌВжПтНјГіЩДЯпЪБЃЌЬљдкЩЯУцЕФБъЧЉГіЯжЖЊЪЇЕФЧщПіЃЌБъЧЉвЛЕЉЖЊЪЇКѓЪЧЮоЗЈзМШЗШЗШЯЩЋКХЕФЃЛ
3) ЭтаШОСЯГЇдкШОЩЋЫГађЩЯУЛгаПижЦКУЃЌОГЃГіЯжбгГйНЛЛѕЕФЧщПіЃЌМБашЕФЁЂМђЕЅЕФбеЩЋПЩвдЯШШОЃЛ
4) ЭтаГЇМвКЭЖЉЕЅБШНЯЖрЃЌНјЖШФбвдЙмПиЃЌзюКУгаИњЕЅдБЃЌЖјЧвЬсЙЉдЄМЦНЛЛѕЪБМфЃЛ
5) ЩњВњЭЈжЊЕЅдкбеЩЋЩЯЛсГіЯжЮоЗЈШЋВПШЗШЯЕФЧщПіЃЌГЕМфЯШЖдвбжЊЕФбеЩЋНјааЩњВњЃЌЕШЕНбеЩЋШЋВПШЗШЯКУКѓЛсПкЪіГЕМфВПУХЃЌКѓУцгжГіЯжГаШЯЕФЧщПіЃЛ
6) ЧАЕРНЋАыГЩЦЗНЛИјКѓЕРЪ§СПЪЧе§ШЗЕФЃЌЛљБОЪЧЙЛгУЕФЃЌЩњВњВПУХдкЩњВњЕНзюКѓЪБЛсГіЯжЮяСЯШБЩйЕФЧщПіЃЌШЛКѓашвЊСйЪБВЙЃЛ
7) КѓЕРАВХХЩњВњМЦЛЎКУКѓЃЌЖЉЕЅЕФНЛЛѕЦкЛсГіЯжБфИќЃЌЕЋЪЧКѓЕРГЕМфУЛгаЕУЕНМАЪББфИќЪБМфЃЛ
8) дСЯЕФИзКХФмЙЛЖдгІЩЯЩЋКХЃЌЕЋЪЧгЩгкШОИзВЛЭЌЃЌвВЛсГіЯжЩЋВюЃЛ
9) ЖЉЕЅдкжДааЙ§ГЬжаГіЯжЧАЫЩКѓНєЕФЧщПіЃЌЮоЗЈМЦЛЎКУећИіЖЉЕЅЕФЪРНчЃЌЮЪЬтжївЊЪЧЭтПиВЛЕНЮЛЃЛ
10) ЩњВњЭЈжЊЕЅЩЯУцвЊЗДгІГіЖЉЕЅЕФМгМБЁЂвЊЧѓКЭКѓЕРЙЄађЕФИДдгЧщПіЃЛ
11) дСЯЪЧЗХдкЭтаЩЬФЧРяЃЌдкдСЯВЛзуЕФЧщПіЯТЭтаЩЬСйЪБИцЫпвЕЮёдБдСЯВЛзуЃЌЮоЗЈШОСЯЁЃетИіашвЊзіИіАВШЋПтДцдЄОЏЃЛ
12) дБЙЄгыЭтаЩЬНсеЫЪБУЛгаЯъЯИЕФМЧТМЃЌзмВПжЛИКд№ДђЧЎЃЌЮоЗЈеЦЮееЫПюаХЯЂЃЛ
13) ЧАЙЄЕНКѓЙЄУЛгае§ЪНЕФНЛНгГЬађЃЌжЛЪЧеЫУцЩЯЕФНЛНгЃЛ
14) ахЛЈГЇЛиРДКѓЕФАыГЩЦЗУЛгазіжЪМьЃЌЛсГіЯжЭсСЫЁЂВЛЧхГўЁЂЩйСЫЛЈЕШжЪСПЮЪЬтЃЛ
15) КѓЕРСЫНтФГЖЉЕЅЕФЩњВњЧщПіЃЌашвЊЕНУПИіЙЄжжШЅСЫНтЧщПіЃЌгУЪБКмГЄЃЛ
16) КѓЕРВйзїЙЄздМКМЧМўЃЌЕНЯТАрЕФЪБМфЭГМЦЃЌЙЋЫОЮоЗЈеЦЮеЪЕМЪЪ§СПЃЛ
17) ЧАЕРЕФМЦЛЎМгЙЄЪЕМЪгыЪЕМЪМгЙЄЪБМфЖМгІМАЪБИцЫпГЕМфжїШЮЃЌдкКѓЕРПЩвдИќЗНБугааЇХХЃЛМЦЛЎЃЛ
18) ГЩЦЗВжПтЕФГіШыПтЙмПиИДдгЃЌГЩЦЗВжПтЙмРэШЫдБЙмРэВЛЕНЮЛЃЛ
19) ЖЉЕЅжДааЙ§ГЬжаЮВСЯЖрЃЌРЫЗбвВЖрЃЛ
20) ЙЋЫОЯТАрЪБМфЪЧ5ЕуЃЌЕЋЪЧдкдВФСЯНјЙЋЫОЛсдк5ЕувдКѓЃЌЫљвддкШыПтЕФЪБКђЮоШЫЙмПи
21) ГЃЙцЩЋашвЊгаМЦЛЎЕФгУЃЛ
>>>ашвЊСЫНтИќЖрЧыСЊЯЕКеПШэМў<<<
 СЊЯЕШШЯп
СЊЯЕШШЯп
ЪжЛњЃК18157104232
ЪжЛњЃК13486114358
ЕчЛАЃК0571-85821279
КМжнКеПШэМўгаЯоЙЋЫО
ЕижЗЃККМжнЯТЩГОМУПЊЗЂЧјъБНДѓЯУ8Ву